Die zweite Messreihe / Fortsetzung aus heft 11/21
Vergleich der zweidimensionalen mit den flächenhaften Rauheitswerten
Mit diesem Wissen und der Erkenntnis, dass die optischen Messgeräte eine absolut vergleichbare Messwerterfassung garantieren, können nun die 2D- und 3D-Messwerte einander gegenübergestellt werden (Abb. 16 und 17).
 und 17 (rechts): Vergleich verschiedener Rauheitswerte aus taktilen und optischen, zweidimensionalen Messungen mit Flächenwerten für das Drehteil (links) und das gefräste Teil (rechts)") Abb. 16 (links) und 17 (rechts): Vergleich verschiedener Rauheitswerte aus taktilen und optischen, zweidimensionalen Messungen mit Flächenwerten für das Drehteil (links) und das gefräste Teil (rechts)
Abb. 16 (links) und 17 (rechts): Vergleich verschiedener Rauheitswerte aus taktilen und optischen, zweidimensionalen Messungen mit Flächenwerten für das Drehteil (links) und das gefräste Teil (rechts)

Bei den Werten für Ra und Rq ist im Vergleich mit Sa und Sq zu sehen, dass sich die Werte kaum unterscheiden und damit sowohl für die Linie als auch für die Fläche vergleichbar sind. Dies hängt damit zusammen, dass bei diesen Mittelwerten alle Messpunkte der betrachteten Linie bzw. Fläche für die Mittelwertbildung herangezogen werden, also nicht nur einzelne Erhebungen oder Vertiefungen, sondern alle gemessenen Punkte, also auch die in der Nähe der Mittellinie bzw. der mittleren Fläche zwischen den einhüllenden von Erhebungen und Vertiefungen. Daher sind die Werte im Vergleich mit den Extremwerten auch sehr niedrig und wenig aussagekräftig im Hinblick auf das tatsächliche Aussehen oder Verhalten der Flächen. Dass die Flächenwerte geringfügig niedriger als die Linienwerte sind, ist auf die größere Anzahl der Messwerte zurückzuführen, denn wenn die Erfassung einer Fläche als Rastern nebeneinander liegender Linien angenähert werden kann, ist vorstellbar, dass zwischen den Linien weitere Punkte in der Nähe der Mitte liegen, die ebenfalls für die Mittelwertbildung einbezogen werden und damit den Mittelwert etwas weiter erniedrigen.
Dies ist beim Vergleich von Rp bzw. Rv mit Sp bzw. Sv sehr verschieden und zwar auch beim Vergleich der gedrehten mit der gefrästen Fläche. Während die Unterschiede zwischen den taktil und optisch gemessenen Linienwerten mit dem Verhalten der Werte für Rz erklärt werden können (in den Abb. 12 und 14 visuell dargestellt), liegen die Flächenwerte Sp und Sv bei der gedrehten Fläche deutlich zu hoch. Obwohl die Linienwerte Mittelwerte aus 10 Messungen sind, liegen doch zwischen diesen 10 Linien Flächenbereiche, die bei der zweidimensionalen Messung nicht erfasst werden und es ist davon auszugehen, dass hier Erhebungen bzw. Mulden liegen, die bei der Flächenmessung dann doch erfasst werden und so den Messwert erhöhen. Zur Diskussion der niedrigeren Werte für Sp und Sv bei der gefrästen Fläche müssen die Profile der beiden Flächen herangezogen werden (Abb. 18 und 19), um einer Erklärung näher zu kommen. Die gedrehte Fläche ist insgesamt weniger rau als die gefräste und hat wesentlich weniger ausgeprägte Erhöhungen bzw. Vertiefungen. Die meisten Messwerte liegen also bei der gedrehten Fläche relativ nahe zusammen bzw. mehr in der Nähe der Mittellinie, wodurch sich eine flache Abottkurve ergibt und die Werte für Sp und Sv groß werden. Die wenigen ausgeprägten Spitzen und Mulden werden relativ weit „abgeschnitten“. Bei der gefrästen Fläche gibt es entsprechend dem Vorschub der Maschine viel mehr ausgeprägte Berge und Täler, sodass sich eine eher steile Abottkurve ergibt und dadurch die Werte für Sp und Sv vergleichsweise klein werden. Dieser Unterschied wirkt sich in der Fläche deutlicher aus als bei der Messung nur einer Linie.
 und 19 (rechts): Vergleich der Profilschnitte aus der optischen, zweidimensionalen Messung der Linie 1 für das Drehteil (links) und das gefräste Teil (rechts)") Abb. 18 (links) und 19 (rechts): Vergleich der Profilschnitte aus der optischen, zweidimensionalen Messung der Linie 1 für das Drehteil (links) und das gefräste Teil (rechts)
Abb. 18 (links) und 19 (rechts): Vergleich der Profilschnitte aus der optischen, zweidimensionalen Messung der Linie 1 für das Drehteil (links) und das gefräste Teil (rechts)

Bei den Werten nach DIN EN ISO 13565 ist der Trend ähnlich wie eben beschrieben, mit Ausnahme des Werts Svk beim gedrehten Teil. Hier wirkt sich aus, dass einige wenige extrem tiefe Täler auftreten, die sich zwar bei Svk ähnlich wie beim gefrästen Teil auswirken, jedoch nicht bei Sv. Ergänzend sei noch vermerkt, dass die Zahlen für die Traganteile bei großzügiger Betrachtung in einem ähnlichen Bereich liegen (siehe Tab. 1).
|
Drehen |
Fräsen |
|||||
|
Linie |
Fläche |
Linie |
Fläche |
|||
|
taktil |
optisch |
taktil |
optisch |
|||
|
Mr1, Smr1 |
4,6 % |
8,7 % |
6,8 % |
12,1 % |
11,2 % |
10,4 % |
|
Mr2, Smr2 |
80,0 % |
84,0 % |
87,9 % |
77,9 % |
81,2 % |
78,4 % |
|
Rsk, Ssk |
–0,91 |
–0,98 |
0,20 |
–1,08 |
–1,14 |
–0,88 |
Die kleineren Werte für Mr1 bzw. Smr1, aber auch für Mr2 bzw. Smr2 beim Drehen gegenüber denen beim Fräsen decken sich mit den Aussagen zur Steigung der Abottkurve.
Der Vergleich der Schiefe Rsk bzw. Ssk besagt mit den überwiegend negativen Werten im Wesentlichen, dass die Flächen tendenziell zum Plateau neigen, dass also die Täler deutlicher hervortreten als die Berge. Dies trifft bei dem gefrästen Teil auch bei der flächenhaften Messung zu, beim gedrehten Teil jedoch nicht. Hier scheint die Messung über die Fläche zu einem anderen Ergebnis als die Messung einiger Linien zu kommen, was für eine sehr differenzierte Aussage mit zusätzlichen Messungen näher untersucht werden müsste.
Diskussion anhand einer zweiten Messreihe
Ein Werkstück entsprechend Abbildung 1 wurde sorgfältig plangedreht und anschließend mit einem Schleifband (Körnung 400, SiC) von Hand so lange in einer Richtung geschliffen, bis die Drehriefen nicht mehr sichtbar waren, um eine glatte und gleichmäßige Oberfläche mit nur einer Riefenrichtung zu erhalten. Abbildung 20 zeigt die Aufnahme von oben mit einem Profilometer Keyence VR-5000 aufgenommen.
 Abb. 20: Planfläche eines bandgeschliffenen Werkstücks; Aufnahme mit Profilometer Keyence VR-5000; rechts im Bild: Testmessung
Abb. 20: Planfläche eines bandgeschliffenen Werkstücks; Aufnahme mit Profilometer Keyence VR-5000; rechts im Bild: Testmessung
Zunächst erfolgte wieder die Messung mit dem Tastschnittgerät (Abb. 21) mit dem Ergebnis einer Rauheit von Rz = 5,8 µm und einem plateauähnlichen Profil, was sowohl im Profil selbst als auch in der Traganteilkurve wie auch anhand der Amplitudendichteverteilung zu erkennen ist. Genauso in den Werten für Rp = 1,79 µm und Rv = 4,01 µm sowie mit Rsk = -1,305.
 und Traganteilkurve (rechts) eines bandgeschliffenen Werkstücks mit dem Tastschnittgerät gemessen") Abb. 21: Rauheitsprofil (links) und Traganteilkurve (rechts) eines bandgeschliffenen Werkstücks mit dem Tastschnittgerät gemessen
Abb. 21: Rauheitsprofil (links) und Traganteilkurve (rechts) eines bandgeschliffenen Werkstücks mit dem Tastschnittgerät gemessen
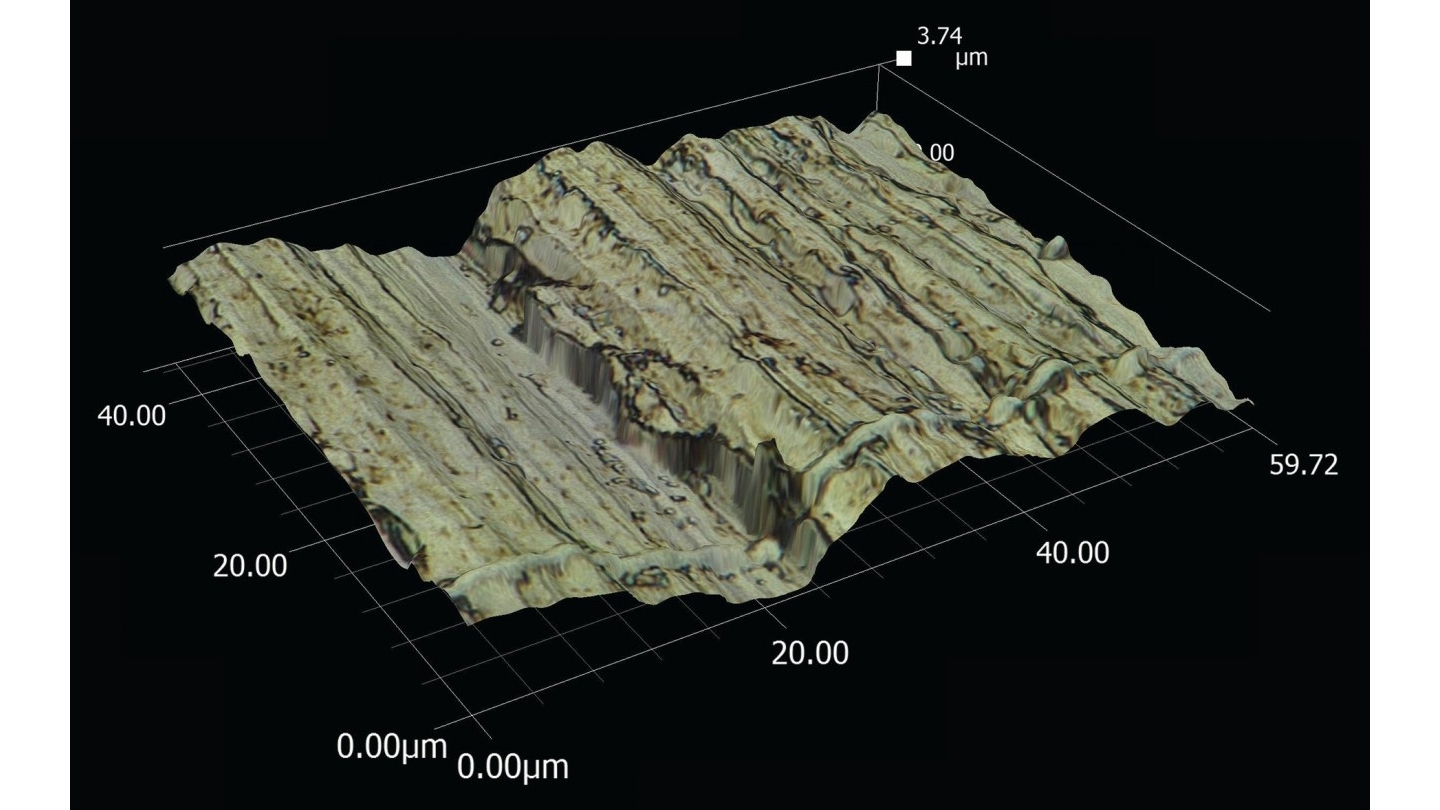
Damit neben den Messwerten auch ein visueller Eindruck dieser Fläche zum besseren Verständnis beiträgt, wurde die Fläche mit einem digitalen Mikroskop Keyence VHX-7000 und einem Rasterelektronenmikroskop Phenom Pro X aufgenommen (Abb. 22 bis 29). Den Abbildungen ist zu entnehmen, dass es sich um eine eher glatte Oberfläche handelt, mit Riefen und tendenziell wenigen Erhebungen. Es ist außerdem klar zu sehen, dass der Werkstoff zwischen den einzelnen Riefen von den Schleifkörnern glatt und ohne weitere Markierungen gestaltet ist. Noch besser vorstellbar sind die Flächen bei der Wiedergabe in einer 3D-Darstellung (Abb. 30 bis 32).




 sowie mit einem Rasterelektronenmikroskop Phenom Pro X (untere Reihe, in Vergrößerungen von 300, 1.000, 3.500 und 10.000)") Abb. 22 bis 29: Aufnahmen der bandgeschliffenen Oberfläche mit einem digitalen Mikroskop Keyence VHX-7000 (obere Reihe, in Vergrößerungen von 20, 100, 1.000 und 5.000) sowie mit einem Rasterelektronenmikroskop Phenom Pro X (untere Reihe, in Vergrößerungen von 300, 1.000, 3.500 und 10.000)
Abb. 22 bis 29: Aufnahmen der bandgeschliffenen Oberfläche mit einem digitalen Mikroskop Keyence VHX-7000 (obere Reihe, in Vergrößerungen von 20, 100, 1.000 und 5.000) sowie mit einem Rasterelektronenmikroskop Phenom Pro X (untere Reihe, in Vergrößerungen von 300, 1.000, 3.500 und 10.000)



Ohne für diese Messreihe auf weitere Einzelheiten einzugehen, sollen an dieser Stelle in Abbildung 33 die Messwerte aus zwei 2D-Messreihen und aus zwei 3D-Messreihen analog zu den Abbildungen 16 und 17 miteinander verglichen werden.
 Abb. 30 bis 32: 3D-Aufnahmen der bandgeschliffenen Oberfläche mit einem digitalen Mikroskop Keyence VHX-7000 in Vergrößerungen von 500, 2.000 und 5.000; die jeweilige Höhe der gezeigten Profile beträgt von links nach rechts ca. 16, 5 und 4 µm
Abb. 30 bis 32: 3D-Aufnahmen der bandgeschliffenen Oberfläche mit einem digitalen Mikroskop Keyence VHX-7000 in Vergrößerungen von 500, 2.000 und 5.000; die jeweilige Höhe der gezeigten Profile beträgt von links nach rechts ca. 16, 5 und 4 µm


") Abb. 33: Vergleich verschiedener Rauheitswerte aus je einer taktilen und einer optischen, zweidimensionalen Messung mit Flächenwerten von zwei Messgeräten für die bandgeschliffene Fläche (WLI…Weißlichtinterferometer)
Abb. 33: Vergleich verschiedener Rauheitswerte aus je einer taktilen und einer optischen, zweidimensionalen Messung mit Flächenwerten von zwei Messgeräten für die bandgeschliffene Fläche (WLI…Weißlichtinterferometer)
![Abb. 35: Drei nebeneinander liegende Profilschnitte auf einer unregelmäßigen Fläche mit abweichenden Rauheitswerten [5]](/images/stories/Abo-2021-12/gt-2021-12-0072.jpg "Abb. 35: Drei nebeneinander liegende Profilschnitte auf einer unregelmäßigen Fläche mit abweichenden Rauheitswerten [5]") Abb. 35: Drei nebeneinander liegende Profilschnitte auf einer unregelmäßigen Fläche mit abweichenden Rauheitswerten [5]
Abb. 35: Drei nebeneinander liegende Profilschnitte auf einer unregelmäßigen Fläche mit abweichenden Rauheitswerten [5]
 sowie Rauheitsprofil (rechts) der 2D-Messung mit dem Weißlichtinterferometer") Abb. 34: Draufsicht mit Höhenprofil und Messlinie (links in blau) sowie Rauheitsprofil (rechts) der 2D-Messung mit dem Weißlichtinterferometer
Abb. 34: Draufsicht mit Höhenprofil und Messlinie (links in blau) sowie Rauheitsprofil (rechts) der 2D-Messung mit dem Weißlichtinterferometer
|
2D |
3D |
|||
|
taktil |
Weißlicht |
Weißlicht |
Profilometer |
|
|
Mr1, Smr1 |
4,6 % |
9,2 % |
7,1 % |
9,9 % |
|
Mr2, Smr2 |
83,3 % |
87,5 % |
88,0 % |
88,7 % |
|
Rsk, Ssk |
–1,31 |
–1,01 |
–0,46 |
–0,12 |
Die Aussagen, die zu den Abbildungen 16 und 17 gemacht wurden, können bei dieser zweiten Messreihe voll bestätigt werden. Alle Werte, die auf Mittelwertbildung über alle Punkte in z-Richtung beruhen, sind sowohl für die 2D-Messwerte als auch für die 3D-Messwerte vergleichbar und schwanken im Rahmen der Messgenauigkeit. Eine vergleichbare Ähnlichkeit, wenn auch nicht so eng, trifft für die aus der Traganteilkurve nach DIN EN ISO 13565 abgeleiteten Größen Rk bzw. Sk, Rpk bzw. Spk und Rvk bzw. Svk zu. Die Abweichungen in diesem Fall begründen sich auch mit den unterschiedlichen Messbereichen, weil z. B. für diese Messung mit dem Weißlichtinterferometer wegen der langen Messzeiten nur eine kleinere Fläche gewählt wurde. Anders verhält es sich mit den Werten für Rp bzw. Sp und Rv bzw. Sv. Während sich auch hier einzelne Werte ähnlich verhalten, ist dies z. B. bei dem mit dem Weißlichtinterferometer gemessenen Wert für Rp überhaupt nicht der Fall. Eine mögliche Erklärung wären singuläre Unregelmäßigkeiten der Messung. So ist in Abbildung 34 bei x ≈ 0,2 mm eine tiefe Kerbe und dicht daneben bei x ≈ 0,3 mm ein Peak zu sehen, die zwar bei Werten wie Ra oder Sa herausgemittelt werden, bei Parametern, die die Maximalwerte berücksichtigen, jedoch die Zahl deutlich beeinflussen. Wie auch bereits beim Vergleich der gedrehten und der gefrästen Fläche in Messreihe 1 können auch hier die übrigen Rauheitsparameter tabellarisch verglichen werden (Tab. 2). Die Tatsache, dass es sowohl bei den Messwerten in Abbildung 33 als auch in Tabelle 2 Abweichungen gibt, ist mit einem Beispiel in Abbildung 35 leicht zu erklären. In eine reale, wenn auch teilweise sehr unregelmäßige Fläche werden drei 2D-Profilschnitte nebeneinander gelegt, die an mehreren Stellen verschieden tiefe Riefen treffen. Es ergeben sich bereits bei so eng beieinander liegenden Linien Abweichungen, die im Bereich der bei den eigenen Messreihen auftretenden Schwankungen liegen, obwohl darauf geachtet wurde, einigermaßen homogene Bereiche zu messen.
– wird fortgesetzt –
Literatur
[1] E DIN EN ISO 25178-2: Geometrische Produktspezifikation (GPS) – Oberflächenbeschaffenheit: Flächenhaft – Teil 2: Begriffe, Definitionen und Oberflächen-Kenngrößen, Beuth-Verlag, Berlin, 2020
[2] Wiehr, C.: Anwenderunterstützung bei der Nutzung und Überprüfung von optischen 3D-Oberflächenmessgeräten. Dissertation, Technische Universität Kaiserslautern, 2019
[3] Ströer, F.; Seewig, J.; Depiereux, F.: Rauheitsmessung taktil oder optisch? Vergleichbare Ergebnisse. QZ 59(2014)5, 70–72
[4] Plein, C.: Vergleichende Oberflächentopografie. Studienarbeit. Duale Hochschule, Lörrach, 2018
[5] Schorr, D.: Messung des Steinbeis Transferzentrums Tribologie in Anwendung und Praxis, Karlsruhe, 2018
[6] https://commons.wikimedia.org/w/index.php?curid=44998701
