Kapazitive Drucksensoren sind in vielen unterschiedlichen Systemen und Umgebungen eingebunden. Die Füllstandsüberwachung in Waschmaschinen und Treibstofftanks von Tankstellen sowie die Drucküberwachung in biomedizinischen Geräten sind beispielhafte Anwendungen. Im folgenden Artikel wurde der Einsatz von galvanogeformten Federwerkstoffen zur schnellen und kostengünstigen Herstellung von Drucksensormembranen untersucht. Es zeigte sich, dass galvanisch hergestellte CuSn-Legierungen mit ca. 9–11 Gew.% Zinn bis zu gewissen Einsatzgrenzen hierfür geeignet sind. Der galvanische Produktionsprozess im Labormaßstab sowie die mechanischen Eigenschaften der CuSn-Legierungen wurden im Rahmen des IGF-Vorhabens 19905N ‚SkalaD', zwischen dem Forschungsinstitut Edelmetalle + Metallchemie und Hahn-Schickard untersucht.
1 Einleitung in das Projekt SkalaD
Anwendungsfelder für die Druckmesstechnik sind allgegenwärtig und durch eine sehr große Bandbreite an Anforderungen, was sowohl die zu messenden Drücke und Medien als auch die Umgebungsbedingungen betrifft, gekennzeichnet. Um mit einem Messprinzip in möglichst vielen Anwendungsfeldern erfolgreich zu sein, ist die Skalierbarkeit eines Sensors eine Grundvoraussetzung. Zudem ist die flexible Adaptierbarkeit der Sensorzelle in unterschiedlichste Aufbau- und Messumgebungen wichtig.
Die vorliegenden Arbeiten entstanden im Rahmen des IGF-Vorhabens 19905N „Skalierbarer low-cost Drucksensor mit galvanisch hergestellter Sensormembran und hoch druckfester Fügetechnik“ (SkalaD) zwischen dem Forschungsinstitut Edelmetalle und Metallchemie (fem) in Schwäbisch Gmünd und Hahn-Schickard. In diesem Artikel werden schwerpunktmäßig die projektbezogenen Arbeiten des fem dargestellt. Das Ziel war hierbei, Membranen für Drucksensoren mittels Galvanoformung aus einer Kupfer/Zinn-Legierung herzustellen. Bisher werden bei Hahn-Schickard Drucksensormembranen eingesetzt, die mittels Tiefziehen aus gewalzten Folien aus z.B. Edelstahl oder Zinnbronze (CuSn8) hergestellt werden. Galvanoformung stellt dabei eine Alternative dar, Musterbauteile oder Kleinserien kostengünstig fertigen zu können, da im Gegensatz zum Tiefziehen keine teuren Prägewerkzeuge benötigt werden.
Für den Einsatz als Drucksensormembran eignen sich Materialien mit ausgeprägten elastischen Eigenschaften, um eine Drift oder eine Hysterese des Sensorsignals bei zyklischer Druckbelastung zu vermeiden (Federwerkstoffe). Um diese Eigenschaften bei CuSn-Legierungen zu erhalten, werden Legierungszusammensetzungen mit 9–11 Gew.% Zinn angestrebt. Im Rahmen des Projektes wurde hierzu der kommerziell erhältliche Elektrolyt Miralloy 3849® der Umicore Galvanotechnik GmbH verwendet [1]. Er ist prinzipiell für die Galvanoformung geeignet. Die gewünschte Legierungszusammensetzung im Bereich von 9–11 Gew.% Zinn ist durch eine geeignete Wahl der Abscheide- und Prozessparameter möglich. Schwerpunktmäßig sollen im Artikel die Bestimmung der Legierungszusammensetzung, der mechanischen Eigenschaften mittels Zugversuche, der Härte, des Relaxationsverhaltens und die Ermittlung der metallischen Phasen sowie die Untersuchung von möglichen Phasenübergängen nach Wärmebehandlungen von Folien mit einem Zinngehalt von 8 und 15 Gewichtsprozent erläutert werden.
1.1 Experimentelle Arbeiten
Für die Abscheideversuche wurde der Elektrolyt Miralloy 3849® verwendet. Es handelt sich hierbei um einen alkalisch/cyanidischen CuSn-Legierungselektrolyten. Die im Rahmen der Forschungsarbeiten verwendeten geringen Elektrolytvolumen begünstigen das Auftreten von Elektrolytverarmungen an Metallionen oder Zusätzen. Aus diesem Grund wurden in geringen Abständen Badkontrollen durchgeführt. Für die Bestimmung der mechanischen Eigenschaften wurden selbsttragende CuSn-Folien hergestellt. Hierzu wurden Aluminiumsubstrate verwendet, bei welchen die Ränder und die Rückseite mittels Slotowax (Dr.-Ing. Max Schlötter GmbH & Co. KG) abgedeckt wurden. Für eine Aktivierung der Aluminiumoberfläche wurden die ablackierten Substrate mit den ersten 4 Schritten der Al Bond III Zinkatbeize der Firma International Plating Technologies GmbH behandelt. Anschließend wurden auf die Bleche mit einem cyanidischen Cu-Elektrolyten (Cu 830® der Firma Umicore), bei 58 °C, einer Stromdichte von 2 A/dm2 und einer Abscheidegeschwindigkeit von ~0,8 µm/min 4 µm dicke Cu-Startschichten aufgebracht [2]. Die mit der Cu-Startschicht beschichteten Substrate wurden unter Strom in den Miralloy 3849® Elektrolyten eingetaucht. Die Abscheidung erfolgte bei 55 °C mit einer Stromdichte von 3 A/dm2 unter der Verwendung von unlöslichen Mischmetallanoden. Die Abscheidegeschwindigkeit betrug hierbei etwa 0,6 µm/min [1]. Anschließend wurden die beschichteten Aluminiumbleche gespült und für eine chemische Entfernung des Aluminiumträgers in NaOH eingelegt.
Mittels Röntgenfluoreszenzanalyse (RFA) (Fischerscope X-Ray XDYM) wurde der Kupfer- und Zinngehalt der galvanisch abgeschiedenen Folien zerstörungsfrei bestimmt. Zudem erfolgte eine Bestimmung des Metallgehalts mit optischer Emissionsspektroskopie mittels induktiv gekoppeltem Plasma (ICP-OES). Hierzu wurde ein ICP-OES ICAP 6300 DUO der Firma Thermo Fischer verwendet. Tiefenprofile der verschiedenen Legierungselemente wurden mittels Glimmentladungsspektroskopie (GDOES) mit einem GDA 750 der Firma Spectruma erstellt. Die Aufnahmen am Rasterelektronmikroskop (REM) sowie die Messungen der Energiedispersiven Röntgenspektroskopie (EDX) erfolgten an einem Gemini 300 der Firma Carl Zeiss AG. Zugversuche wurde an einem Z100 der Firma Zwick/Roell, dehnungsgeregelt bei 0,1 %Lo/s durchgeführt. Härtemessungen erfolgten sowohl im Schliff (AMH55 der Firma Leco) als auch mittels instrumentierter Eindringprüfung (Fischer H100 xy p der Firma Helmut Fischer GmbH) auf der Oberfläche. Anschließend wurden an einem D8 Discover Da Vinci von Bruker AXS die XRD (englisch X-Ray diffraction) Diffraktogramme mit einer Cu Kα 40 kV/40 mA Strahlung bei Raumtemperatur und nach Temperversuchen bei entsprechenden Tempertemperaturen aufgenommen. Die Messungen erfolgten in Bragg-Brentano Geometrie mit einem Lynxeye XE-T 1D Detektor. Der Messbereich lag zwischen 10° und 110° mit einer Schrittweite von 0,02° und einer Zählzeit von 1 s. Der qualitative Phasenbestand wurde durch einen Abgleich der Reflexe mit der ICDD-PDF-2 Datenbank in der Software Diffrac.Eva 4.3 von Bruker AXS bestimmt.
2 Bestimmung der Legierungszusammensetzung
Die Bestimmung der Legierungszusammensetzung erfolgte im Rahmen des Projektes durch vier unterschiedliche Methoden: RFA, ICP-OES-Analyse, GDOES und der EDX-Analyse im Rasterelektronenmikroskop. Mit Hilfe der RFA lassen sich Schichtdicken und Legierungszusammensetzungen zerstörungsfrei bestimmen. Jedoch müssen als RFA Kalibrierproben bekannten Gehalts vermessen werden. Diese Kalibrierstandards wurden im Rahmen des Projektes mittels ICP hergestellt [3]. Tabelle 1 zeigt, dass mit ICP und RFA die geforderten Legierungszusammensetzungen von 9–11 Gew.% Zinn nachgewiesen wurden.
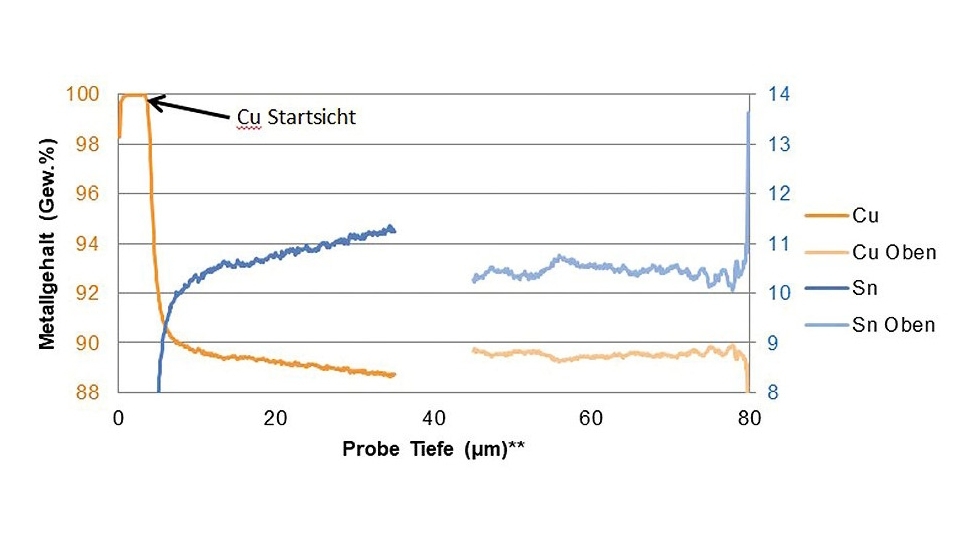
Die Spuren an Aluminium im Falle der ICP-Messung sind hierbei auf das verwendete Aluminiumsubstrat zurückzuführen. Es erfolgt kein Aluminiumeinbau in die Schicht. Mittels ICP-OES oder RFA lassen sich jedoch keine Elementverläufe bestimmen und es können somit keine Aussagen über das Tiefenprofil getroffen werden. Für eine umfangreiche Materialcharakterisierung müssen weitere Analyseverfahren verwendet werden. Um Aussagen über das Tiefenprofil der verschiedenen Legierungselemente treffen zu können wurde der Schichtdickenverlauf mittels EDX und GDOES bestimmt [4, 5]. Das GDOES Tiefenprofil in Abbildung 1 zeigt minimale Schwankungen in der Zusammensetzung der Folie.
Diese Unregelmäßigkeiten lassen sich durch Elektrolytverarmungen erklären. Aus diesem Grund erfolgte während längerer Abscheidezeiten eine Zugabe von Metallionen und Zusätzen, was in einer Änderung der Legierungszusammensetzung ab dem Zeitpunkt der Zugabe resultiert. Zu sehen ist dieser Materialunterschied auch im Kontrast des REM-Bildes in Abbildung 2 bzw. im Line Scan-Verlauf.
|
ICP |
RFA |
||
|
Metalle |
Gew. % |
Metalle |
Gew. % |
|
Cu |
90,596 |
Cu |
89,82 |
|
Sn |
9,4 |
Sn |
10,18 |
|
Al |
0,004 |
– |
– |
 Abb. 2: REM-Aufnahme während einer EDX Line-Scan Messung
Abb. 2: REM-Aufnahme während einer EDX Line-Scan Messung
3 Bestimmung der mechanischen Eigenschaften
Neben der Legierungszusammensetzung sind die mechanischen Eigenschaften der galvanisch hergestellten CuSn- Legierungen wichtig. Sie setzen hierbei die Grenzen für die zukünftige Anwendung als Drucksensormembranen. Für die Zug- und Relaxationsversuche wurden abgeschiedene CuSn-Folien mittels Laser zugeschnitten. (s. Abb. 3).
 Abb. 3: Galvanisch hergestellte CuSn-Folien für die Bestimmung der mechanischen Eigenschaften. Die Proben für Zug- und Relaxationsversuche wurden mit einem Laser zugeschnitten
Abb. 3: Galvanisch hergestellte CuSn-Folien für die Bestimmung der mechanischen Eigenschaften. Die Proben für Zug- und Relaxationsversuche wurden mit einem Laser zugeschnitten
3.1 Zugversuche
Folien mit Legierungszusammensetzungen von 9,2 bis 14,9 Gew.% Zinn wurden mittels dehnungsgeregelten Zugversuchen bei 0,1 %Lo/s untersucht. Aus der graphischen Auftragung der Standardkraft (MPa) vs. Dehnung (%Lo) wurden das E-Modul (mE) [GPa], die Dehngrenzen (Rp 0.2) [MPa], die Zugfestigkeit (Rm) [MPa], die Gleichmaßdehnung (Ag) [%], die Bruchfestigkeit (RB) [MPa] und die Bruchdehnung (A) [%] bestimmt. Im Anschluss an die Zugversuche wurden die Proben unter dem Lichtmikroskop und teilweise mit dem REM angeschaut. Somit lässt sich die Bruchcharakteristik näher beurteilen. Sowohl die Aufnahmen am Rasterelektronenmikroskop wie auch der Verlauf der Kurven der Zugversuche lassen eine duktile Bruchcharakteristik erkennen (s. Abb. 4 und Abb. 5).
 Abb. 4: REM-Bild einer Zugversuchsprobe. Die Bruchstelle zeigt eine duktile Bruchcharakteristik mit Waben
Abb. 4: REM-Bild einer Zugversuchsprobe. Die Bruchstelle zeigt eine duktile Bruchcharakteristik mit Waben
 Abb. 5: REM-Bild des Übergangsbereichs Cu-Startschicht/Miralloyschicht einer Zugversuchsprobe. Die Bruchstelle zeigt auch hier eine duktile Bruchcharakteristik mit Waben
Abb. 5: REM-Bild des Übergangsbereichs Cu-Startschicht/Miralloyschicht einer Zugversuchsprobe. Die Bruchstelle zeigt auch hier eine duktile Bruchcharakteristik mit Waben
In Tabelle 2 sind zusammenfassend die Ergebnisse der mechanischen Eigenschaften, der Härtemessungen und Zugversuche im Vergleich zu Werten aus einer Materialdatenbank (gewalzte Proben) zusammengestellt. Besonders interessant ist hierbei die Zielzusammensetzung mit einem Zinnanteil von 10 Gew.% (Vergleich zwischen galvanisch hergestellten CuSn und Gussprobe, grüne und blaue Zeile in Tab. 2). Die galvanisch hergestellte Legierung besitzt hierbei das niedrigere E-Modul. Die Dehngrenzen und Zugfestigkeitswerte liegen im Bereich des Mittelwerts des gewalzten Materials. Bei der Bruchdehnung liegt die galvanisch hergestellte Folie am unteren Wert des Bruchdehnungsbereichs der wärmebehandelten gewalzten Folien. Die Härte der Miralloyfolie liegt hingegen über die der CuSn-Gussproben.
|
|
Sn Gehalt |
E Modul |
Dehn- grenze |
Zug- festigkeit |
Gleichmaß- dehnung |
Bruch- festigkeit |
Bruch- dehnung |
Härte |
|
wt % |
mE GPa |
Rp0.2 MPa |
Rm MPa |
Ag % |
RB MPa |
A % |
HV |
|
|
Mittelwerte von Zugversuchen und Härte- Messungen |
9,2 |
92,8 |
589,8 |
748,8 |
3 |
718,4 |
4,72 |
240 |
|
10,0 |
89,18 |
573,8 |
730,8 |
3,2 |
688 |
5,8 |
254 |
|
|
11,6 |
85,28 |
576,2 |
740,8 |
3,74 |
734,8 |
5,34 |
||
|
12,2 |
85,47 |
595,33 |
768,00 |
3,17 |
756,67 |
5,1 |
||
|
13,3 |
84,3 |
619,25 |
797 |
1,475 |
790,5 |
1,525 |
||
|
14,9 |
83,8 |
685,5 |
842 |
1,3 |
841 |
1,3 |
||
|
Instrumentierte Eindringprüfung |
9,06 |
90.39 |
- |
- |
- |
- |
- |
235 |
|
9,63 |
82.25 |
- |
- |
- |
- |
- |
244.7 |
|
|
10,04 |
79 |
- |
- |
- |
- |
- |
230.6 |
|
|
CuSn8 (Blech) |
8 |
109 |
360–710 |
370–750 |
- |
- |
3–20 |
90–240 |
|
CuSn10 (Guss) |
10 |
110 |
200–780 |
400–830 |
- |
- |
2–55 |
70–85 (70–80 Brinell) |
|
CuBe2 |
2 % Be |
125 |
190–380 |
410–540 |
- |
- |
35–60 |
125 (125 Brinell) |
3.2 Härtemessungen
 Abb. 6: Messaufbau der instrumentierten Eindringprüfung mit dem Messadapter für Folien
Abb. 6: Messaufbau der instrumentierten Eindringprüfung mit dem Messadapter für Folien
Die Härte der Miralloy-Bronzeabscheidungen wurde mit zwei unterschiedlichen Messmethoden bestimmt. Es erfolgten Härtemessungen am Querschliff und mittels instrumentierter Eindringprüfung. Der Messaufbau wurde mit einem neuen Messadapter für Folien (s. Abb. 6) ausgestattet und die Messung wird an der Oberfläche ausgeführt. Hierbei wird die Härte nicht nur durch die Vertiefungsgeometrie bestimmt, sondern während der Messung wird die Kraft und Eindringtiefe aufgezeichnet. Dadurch ist ein elastisches Eindringmodul der Folien ebenfalls bestimmbar [10]. Die Härtewerte der Querschliffmessungen und der instrumentierten Eindringprüfung sowie der E- Modul bestimmt aus den Zugversuchen und der instrumentierten Eindringprüfung zeigen unabhängig von der Messmethode übereinstimmende Ergebnisse. Der Härtewert der abgeschiedenen Miralloybronze mit ~10 Gew.% Zinn liegt bei etwa 245 HV. Die Werte von galvanisch hergestellten Proben liegen immer über den Werten von CuSn-Guss oder Blechproben. Der Grund hierfür ist, dass entsprechende Guss- sowie Blechmaterialien häufig wärmebehandelt sind. Dieser Nachbearbeitungsschritt nimmt sowohl Einfluss auf die mechanischen Eigenschaften der Probe als auch auf die Härtewerte.
3.3 Relaxation
Für die mögliche Anwendung galvanogeformter Folien als Drucksensormembran ist es entscheidend, ob in bestimmten Belastungs-/Temperaturbereichen Relaxation auftritt oder nicht. Als Relaxation wird dabei ein auftretender Kraft- bzw. mechanischer Spannungsabfall bei konstant gehaltener Dehnung bezeichnet [11]. Dieser Vorgang ist temperaturabhängig, und kann bei anliegendem Druck zu einer Drift oder Hysterese des Sensorsignals führen.
Das Relaxationsverhalten der im Rahmen des Projektes hergestellten CuSn-Folien wurde bei Hahn-Schickard mit einer Zugprüfmaschine des Typs TiraTest 2810 in einem klimakontrollierten Prüfraum bestimmt und über mehrere Stunden aufgezeichnet. Die Klimakammer wird hierbei auf Prüftemperatur erwärmt und anschließend auf dieser Temperatur gehalten. Innerhalb weniger Sekunden wird eine konstante Dehnung auf die Probe gebracht und die Kraft/ mechanische Spannung gemessen. Abbildung 7 zeigt beispielhaft eine gemessene Relaxationskurve einer galvanisch hergestellten Miralloy Folie.
 Abb. 7: Relaxationskurve einer galvanisch hergestellten CuSn-Folie mit 8.68 Gew.% Zinn bei 125 °C und 0,10 % Dehnung
Abb. 7: Relaxationskurve einer galvanisch hergestellten CuSn-Folie mit 8.68 Gew.% Zinn bei 125 °C und 0,10 % Dehnung
 Abb. 8: Relaxationskurve einer galvanisch hergestellten CuSn-Folie mit 9.49 Gew.% Zinn bei 60 °C und 0,15 % Dehnung
Abb. 8: Relaxationskurve einer galvanisch hergestellten CuSn-Folie mit 9.49 Gew.% Zinn bei 60 °C und 0,15 % Dehnung
Wie zu erkennen ist, zeigt die Probe bei einer Temperatur von 125 °C und einer Dehnung von 0,1 % deutliches Relaxationsverhalten (s. Abb. 7). Bei einer Temperatur von 60 °C und einer Dehnung von 0,15 % konnte hingegen kein Relaxationsverhalten festgestellt werden (s. Abb. 8).
Aus einer durchgeführten Messreihe konnten ensprechende Einsatzgerenzen ermittelt werden, die in Tabelle 3 dargestellt sind. Unterhalb der angegeben Temperatur- und Belastungsgrenzen können galvanisch hergestellten CuSn-Folien ohne auftretende Relaxation als Drucksensormembran verwendet werden.
|
Ermittelte Einsatzgrenzen CuSn-Folie mit ~9.2 Gew.% Sn |
||
|
Temperatur [°C] |
Dehnung [%] |
Dehnung [mm/mm] |
|
60 |
0,15 |
0,0015 |
|
85 |
0,07 |
0,0007 |
|
100 |
0,05 |
0,0005 |
4 XRD Ergebnisse
 Abb. 9: Gleichgewichtsphasendiagramm des Cu/Sn-Systems [12]
Abb. 9: Gleichgewichtsphasendiagramm des Cu/Sn-Systems [12]
Mittels Röntgendiffraktometrie (XRD) lassen sich metallische Phasen mit kristallinen oder geordneten Strukturen bestimmen. Die Phasendiagramme in den Abbildungen 9 und 10 zeigen bei verschiedenen Temperaturen/Legierungszusammensetzungen, wo Phasenänderungen/Phasenanteiländerungen in CuSn-Legierungen mit einem Gewichtsanteil von 10 Gew.% Zinn möglich sind. Das Gleichgewichtsphasendiagramm in Abbildung 9 des CuSn-Systems zeigt im Bereich von Legierungen mit einem Zinngehalt von 10 Gew.% die möglichen Phasen Cu(Sn), Cu(Sn) + ε und Cu(Sn)+δ. Abbildung 10 zeigt die möglichen Phasen elektrochemisch hergestellter CuSn-Legierungsfilme. Hierbei sind bei einem Zinngehalt von 10 Gew.% in der Legierung die Bildung folgender Phasen möglich: Cu(Sn), Cu(Sn)+T(I), Cu(Sn)+β' und Cu(Sn)+Or. Drucksensoren werden oft in Bereichen mit erhöhter Temperatur eingesetzt. Hierdurch können unter Betriebsbedingungen Phasenänderungen auftreten, was zu einer Beeinflussung der mechanischen Eigenschaften und somit des Druckmesssignals führt. Nicht wärmebehandelte elektrochemisch hergestellte CuSn-10 Legierungen bilden eine Kupfer (Zinn) Mischkristallphase. Zur Beurteilung möglicher Phasenübergänge wurden die Diffraktogramme galvanisch hergestellter CuSn-Folien vor und nach einer Wärmebehandlung untersucht.
![Abb. 10: Phasendiagramm elektrochemisch hergestellter Cu/Sn-Legierungen [13]](/images/stories/Abo-2021-04/gt-2021-04-0062.jpg "Abb. 10: Phasendiagramm elektrochemisch hergestellter Cu/Sn-Legierungen [13]") Abb. 10: Phasendiagramm elektrochemisch hergestellter Cu/Sn-Legierungen [13]
Abb. 10: Phasendiagramm elektrochemisch hergestellter Cu/Sn-Legierungen [13]
4.1 Wärmebehandlungen
Zur Beurteilung möglicher Phasenübergänge wurden an galvanisch hergestellten CuSn-Legierungsfolien mit ca. 10 Gew.% Zinn Wärmebehandlungen durchgeführt. Untersucht wurde hierbei, ob und wann sich die metallkund- lichen Legierungsphasen ε, δ oder die galvanischen CuSn-Legierungsphasen T(I), β' oder Or bilden. Für den Temperprozess wurde die Temperatur in-situ schrittweise bis auf 320 °C erhöht. Das Temperprofil ist in Tabelle 4 dargestellt. Nach jedem Temperschritt erfolgte eine Bestimmung des Phasenbestands. Während des Temperprozesses unter Luftatmosphäre kam es zur Bildung von Kupfer- und Zinnoxidschichten. Aus diesem Grund wurden längere Temperversuche von 9 Tagen unter Vakuum durchgeführt. Sowohl an Luftatmosphäre als auch im Vakuum zeigen die Diffraktogramme durch den Temperprozess (Abb. 11 und Abb. 12) eine Verringerung der Halbwertsbreite der Reflexe der Kupfer/Zinn-Mischkristallphase. Dies lässt sich durch ein Ausheilen von Defekten oder einem Kornwachstum deuten. Nach dem Temperprozess an Luftatmosphäre liegen als weitere Phasen Kupferoxid und eine geringe Menge an nanokristallinen Zinnoxid vor. Kupferoxid ist durch die Reflexe bei ca. 35,5° und 38,5° 2Θ erkennbar. Zinnoxid ist am breiten Reflex bei ca. 37,5° und 52° 2Θ erkennbar. Die Bildung einer intermetallischen Phase konnte unter diesem Temperprofil nicht nachgewiesen werden. Auch nach 9 Tagen bei 320 °C im Vakuumofen war keine Bildung einer intermetallischen Phase nachweisbar.
 Abb. 11: Ausschnitt des XRD Diffraktogramms einer galvanisch hergestellten CuSn-Folie mit 10 Gew.% Zinn vor und nach dem In-Situ Temperprozess. Die Reflexe des CuSn Mischkristalls, von reinem Cu, von CuO und SnO2 aus der ICDD-PDF-2 Datenbank wurden für einen Abgleich der Reflexe und einer Bestimmung des qualitativen Phasenbestands mit der Software Diffrac_Eva 4.3 von Bruker AXS eingefügt
Abb. 11: Ausschnitt des XRD Diffraktogramms einer galvanisch hergestellten CuSn-Folie mit 10 Gew.% Zinn vor und nach dem In-Situ Temperprozess. Die Reflexe des CuSn Mischkristalls, von reinem Cu, von CuO und SnO2 aus der ICDD-PDF-2 Datenbank wurden für einen Abgleich der Reflexe und einer Bestimmung des qualitativen Phasenbestands mit der Software Diffrac_Eva 4.3 von Bruker AXS eingefügt
 Abb. 12: Ausschnitt des XRD Diffraktogramms einer galvanisch hergestellten CuSn- Folie mit 10 Gew.% Zinn vor und nach dem Temperprozess von 9 Tagen im Vakuumofen bei 320 °C. Die Reflexe des CuSn Mischkristalls, von reinem Cu, von CuO und SnO2 aus der ICDD-PDF-2 Datenbank wurden für einen Abgleich der Reflexe und einer Bestimmung des qualitativen Phasenbestands mit der Software Diffrac_Eva 4.3 von Bruker AXS eingefügt
Abb. 12: Ausschnitt des XRD Diffraktogramms einer galvanisch hergestellten CuSn- Folie mit 10 Gew.% Zinn vor und nach dem Temperprozess von 9 Tagen im Vakuumofen bei 320 °C. Die Reflexe des CuSn Mischkristalls, von reinem Cu, von CuO und SnO2 aus der ICDD-PDF-2 Datenbank wurden für einen Abgleich der Reflexe und einer Bestimmung des qualitativen Phasenbestands mit der Software Diffrac_Eva 4.3 von Bruker AXS eingefügt
|
Schrittweises Tempern – Temperaturprofil |
|
|
Temperatur (°C) |
Zeitpunkt der Messung (Stunden) |
|
25 |
0 (Messung mit und ohne Dome) |
|
200 |
1 |
|
320 |
1,5 |
|
320 |
2 |
|
320 |
2,5 |
Die XRD-Analyse nach dem Temperprozess von 9 Tagen kann nicht alle Phasenänderungen des Cu/Sn-Systems bei höheren Temperaturen oder noch längeren Zeiten ausschließen. Nach 9 Tagen bei 320 °C ist jedoch keine Änderung des Phasenbestands zu erkennen.
5 Zusammenfassung
Drucksensormembranen benötigen ausgeprägte elastische Materialeigenschaften um drift- und hysteresefreie Messsignale liefern zu können. Galvanisch abgeschiedene Werkstoffe können unter bestimmten Einsatzbedingungen diese Kriterien erfüllen. Als vielversprechende Kandidaten wurden Cu/Sn-Legierungen mit einem Zinngehalt von 9–11 Gew.% identifiziert. Im Rahmen des Projektes war es möglich, diese Legierungszusammensetzung als freistehende Folien abzuscheiden und die Zusammensetzung integral und im Tiefenprofil zu bestätigen. An so hergestellten Folien wurde mittels Härtemessungen eine Härte von ca. 245 HV bei Proben mit 10 Gew.% Zinn bestimmt. Die Zugversuche zeigten vergleichbare Ergebnisse wie metallkundlich hergestellte Guss- und Blechwerkstoffe. Auf der Grundlage von Zug- und Relaxationsversuchen wurden Einsatzgrenzen (Kombination aus Temperatur und dazugehöriger Dehnung) ermittelt. Diese Grenzen definieren einen Anwendungsbereich, in welchem die galvanisch aus einer CuSn-Legierung mit ~10 Gew.% Zinn hergestellten Federwerkstoffe keinen Spannungsverlust zeigten. Sowohl die Temperversuche unter Luftatmosphäre als auch im Vakuumofen zeigen im XRD Diffraktogramm keine Phasenänderungen der galvanisch hergestellten Cu/Sn-Mischkristallphase. Die Ergebnisse des SkalaD Projektes zeigen, dass galvanisch hergestellte CuSn-Legierungen mit einem Zinnanteil von 10 Gew.% als Material für kapazitive Drucksensormembranen bei niedriger Dehnungsbelastung und begrenzter Anwendungstemperatur grundsätzlich geeignet sind. Es sind jedoch weitere Arbeiten zur Optimierung der galvanischen Abscheidung von freistehenden Membrangeometrien nötig, um diese erfolgreich als Drucksensormembran einzusetzen.
Danksagung
Das IGF-Vorhaben 19905N der Forschungsvereinigung Hahn-Schickard-Gesellschaft für angewandte Forschung e.V. und der Forschungsvereinigung Edelmetalle und Metallchemie e.V. wurden über die AiF im Rahmen des Programms zur Förderung der Industriellen Gemeinschaftsforschung (IGF) vom Bundesministerium für Wirtschaft und Energie aufgrund eines Beschlusses des Deutschen Bundestages gefördert. Das Vorhaben wurde von den Projektbegleitenden Mitarbeitern großzügig und in konstruktiver Weise unterstützt. Den beteiligten Mitarbeitern dafür herzlichen Dank: Frau Willing, Frau Pfeffer, Frau Bretzler, Herr Balzer, Herr Merz und Herr Richter (fem) und Herr Schuhmacher (Hahn-Schickard). Die Autoren bedanken sich für die gewährte Unterstützung.
DIE AUTOREN
Kayla Johnson (fem)
studierte in den USA Materialwissenschaften (BSc und MSc) und machte an der Friedrich-Alexander-Universität in Erlangen einen zweiten Master in Advanced Materials and Processes. Sie arbeitet seit 2018 als wissenschaftliche Mitarbeiterin in der Abteilung Elektrochemie beim Forschungsinstitut Edelmetalle + Metalchemie (fem) in Schwäbisch Gmünd.
Dr. Tobias Grözinger (Hahn-Schickard)
hat an der Universität Stuttgart Automatisierungstechnik in der Produktion mit der Vertiefung Mikrosystemtechnik studiert. Nach seinem Studium hat er am Institut für Mikrointegration der Universität Stuttgart auf dem Themengebiet der Zuverlässigkeit von spritzgegossenen Schaltungsträgern promoviert, und ist seit 2016 Leiter der Gruppe Modellierung, Zuverlässigkeit und Analyse bei Hahn-Schickard in Stuttgart.
Literatur
[1] Anleitung der Elektrolyt Miralloy 3849, [Online] Available: https://ep.umicore.com/de/
[2] Anleitung der Elektrolyt Cu 830, [Online], Available: https://ep.umicore.com/de/
[3] D.A. Skoog; J.J. Leary: Instrumentelle Analytik, 4th ed., vol. 18, no. 1, Springer, Berlin Heidelberg, 1996
[4] A.J. Garratt-Reed; D.C. Bell: Energy-Dispersive X-Ray Analysis in the Electron Microscope, Garland Science, 2003
[5] W. Grimm: Eine neue Glimmentladungslampe für die optische Emissionsspektralanalyse, Spectrochim, Acta Part B At. Spectrosc., vol. 23, no. 7, Jun. 1968, 443–454
[6] Deutsches Kupferinstitut, Kupfer-Zinn- Knetlegierungen (Zinnbronzen), 2004
[7] Deutsches Kupferinstitut, CuSn10-C Werkstoffdatenblatt
[8] Deutsches Kupferinstitut, CuSn8 Werkstoffdatenblatt, 2005
[9] Deutsches Kupferinstitut, Kupfer-Zinn- und Kupfer-Zinn- Zink-Gusslegierungen (Zinnbronzen), 2004
[10] P.S.G. Merseburg: Instrumentierte Härteprüfung- Methode Kenngrößen, 2019, [Online], Available: https://wiki.polymerservice-merseburg.de/index.php/Instrumentierte_Härteprüfung_–_Methode_Kenngrößen. [Accessed: 18-Nov-2019]
[11] K. Wegener: Kriechen, Wärmebehandlung, 2016
[12] S. Fürtauer; D. Li; D. Cupid; H. Flandorfer: The Cu–Sn phase diagram, Part I: New experimental results, Intermetallics, vol. 34, Mar. 2013, 142–147
[13] T. Watanabe: Microstructure Control Theory of Plated Film and Data Base of Plated Film Microstructure, 2004
